Chemical pumps pump chemicals. Hydrochloric, sulfuric, nitric, phosphoric, acetic, formic, acetone, ethyl, methyl, teta hydro furan, tetrachloroethylene, and others are examples of chemicals pumped by chemical pumps. Chemicals that are poisonous, reactive, strong oxidizers, and flammable. Centrifugal, turbine, diaphragm, and metering chemical pumps are also available. According to the installation method, the chemical pump manufacturers can be further categorized under vertical, horizontal, and submersible chemical pumps. For high flow and low head, use centrifugal chemical transfer pumps. Single-, two-, and multi-stage chemical pumps have impeller stages.
Consider reliable chemical pump suppliers and manufacturers for chemical pump solutions.
The companies offer electric chemical pumps for industrial use, among other possibilities. Reliable vendors guarantee quality and reliability for centrifugal chemical pumps and other specialist equipment. Additionally, searching for a chemical pump for sale can yield affordable solutions that match your needs.
Different chemical pumps are required for different types of chemicals because mismatches in material between the pump and the chemical being pumped can lead to problems such as expansion, dissolution, and leakage of pump components. Therefore, when choosing industrial chemical pumps, it’s important to have a detailed understanding of the various characteristics of the chemicals, including their concentration, density, viscosity, as well as their corrosiveness, flammability, explosiveness, and toxicity.
Due to the corrosive nature of most chemicals, the inner casing of centrifugal chemical pumps can be made of polypropylene, stainless steel, or other corrosion-resistant and acid-resistant plastics. The impellers of industrial chemical pumps are also made of corrosion-resistant plastics or thermoplastic elastomers.
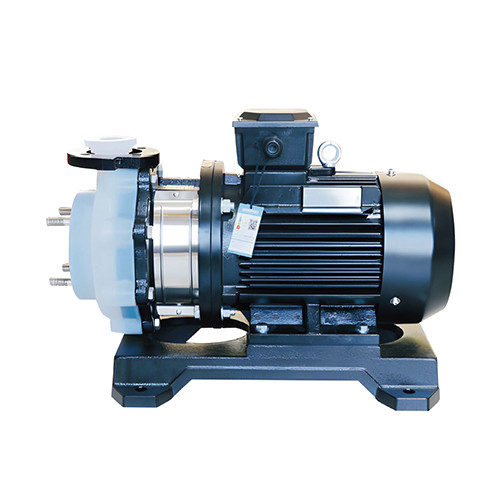
The KCZ series standard chemical process pumps are horizontal, single-stage, single-suction centrifugal pumps. Their dimensions and performance comply with the DIN24256/ISO5199/GB/T5656 standards.
KCZ series chemical process pumps also reference design standards such as ASME/ANSI B73.1M and API610. They integrate advanced technologies from similar products worldwide and are innovatively designed for high reliability in standard chemical process pumps.
The KCZ series standard chemical process pumps are used for transferring low-temperature and high-temperature liquids; neutral or corrosive, clean, or slightly containing solid particles.
The KQH/KQWH series single-stage vertical/horizontal chemical pumps are designed with special attention to the structural requirements during the use of chemical pumps. The pumps absorb advanced structural experiences domestically and internationally and adopt a split-style shaft and special clamping structure, which features a particularly simple structure, high concentricity, low vibration, reliable use, and convenient maintenance. This is a new generation of single-stage chemical pumps.
The KQH, KQWH series chemical pumps are, to a certain extent, suitable for chemical, oil transportation, food, beverages, pharmaceuticals, water treatment, environmental protection, and some acid, alkali, salt, and other application areas where the medium to be transported has a certain corrosiveness and does not contain solid particles or contains a small amount of particles with a viscosity similar to water. They are not recommended for use in toxic, flammable, explosive, or highly corrosive environments.
(1) Application in nitric acid and nitric acid industry:
In the process of producing nitric acid by the ammonia oxidation method, dilute nitric acid (50~60%) generated in the stainless steel absorption tower flows out from the bottom of the tower into a stainless steel storage tank and is then transported to the next process with a stainless steel pump. It is important to pay attention to the medium temperature and inlet pressure.
(2) Application in phosphoric acid and phosphoric acid industry:
For pure acid, chromium 13 stainless steel can withstand the aeration of dilute acid, and 18-8 chromium-nickel austenitic stainless steel can also withstand the aeration of dilute acid. The best material for resisting phosphoric acid is chromium-nickel-molybdenum (0Cr18Ni12Mo2Ti) stainless steel and so on.
However, for the production process of phosphoric acid, the material selection of the pump is much more complex due to the corrosion problems caused by impurities in phosphoric acid, so it should be used with caution.
(3) Application in phosphoric acid and phosphoric acid industry:
For pure acid, chromium 13 stainless steel can withstand the aeration of dilute acid, and 18-8 chromium-nickel austenitic stainless steel can also withstand the aeration of dilute acid. The best material for resisting phosphoric acid is chromium-nickel-molybdenum (0Cr18Ni12Mo2Ti) stainless steel and so on.
However, for the production process of phosphoric acid, the material selection of the pump is much more complex due to the corrosion problems caused by impurities in phosphoric acid, so it should be used with caution.
(4) Application in sodium hydroxide and alkali industry:
Chromium-nickel austenitic stainless steel can withstand sodium hydroxide below 40~50% to around 80°C, but it is not resistant to high-concentration and high-temperature alkaline solutions. Chromium stainless steel is only suitable for low-temperature and low-concentration alkali solutions. Attention should be paid to medium crystallization issues.
(5) Application in oil transportation:
Attention should be paid to the viscosity of the medium, the material selection of rubber components, and whether the motor has explosion-proof requirements.
(6) Application in the pharmaceutical industry:
Depending on the medium being transported, pharmaceutical pumps can be divided into the following two categories:
One category is for public works, such as general water pumps, hot water pumps, and pumps for wastewater treatment systems, and the other category is for transporting medicinal liquids, intermediates, pure water, acids and bases, and other process media. The former has lower requirements for pumps and can be used for general chemical plant processes, while the latter has higher requirements for pumps and must comply with the technical regulations for centrifugal pumps used in medical device applications.
(7) Application in the food and beverage industry:
In the food and beverage industry, the medium is non-corrosive or has weak corrosiveness, but rust is not allowed, and the medium purity requirements are very high. In this scenario, stainless steel pumps can be used.
The KQYH submersible chemical pump is a vertical, single-stage, single-suction centrifugal submersible pump suitable for transporting clean water, sewage, as well as certain acids, alkalis, salts, and other organic or inorganic chemical media with a certain corrosiveness.
Performance and advantages
Excellent hydraulic model design, high efficiency, and good cavitation resistance; seal-less design, especially suitable for applications where the medium demands no sealing under normal temperature and weakly corrosive conditions. Equipped with a sound lubrication system to ensure the reliable use and good operating condition of the pump; innovatively designed wear-resistant bearings, introducing advanced material technology, coupled with a sound lubrication system to solve the short service life of the pump’s auxiliary bearings in the armpit area, extend the pump’s service life, and ensure the good operating condition of the pump.
Suitable for transporting clean water, sewage, as well as certain acids, alkalis, salts, and other organic or inorganic chemical media with a certain corrosiveness. Mainly used in: thermal power plants, pharmaceutical plants, chemical plants, paper mills, food plants, cement plants, steel mills, and wastewater and sewage treatment.
Flow rate: 4~350m³/h, Head: 4~76m, Operating temperature: -20°C ~ +80°C, Maximum working pressure: 1.6MPa.
Send Your Inquiry Today